
Mokro ili suho: izravan odgovor za honanje cilindra motocikla
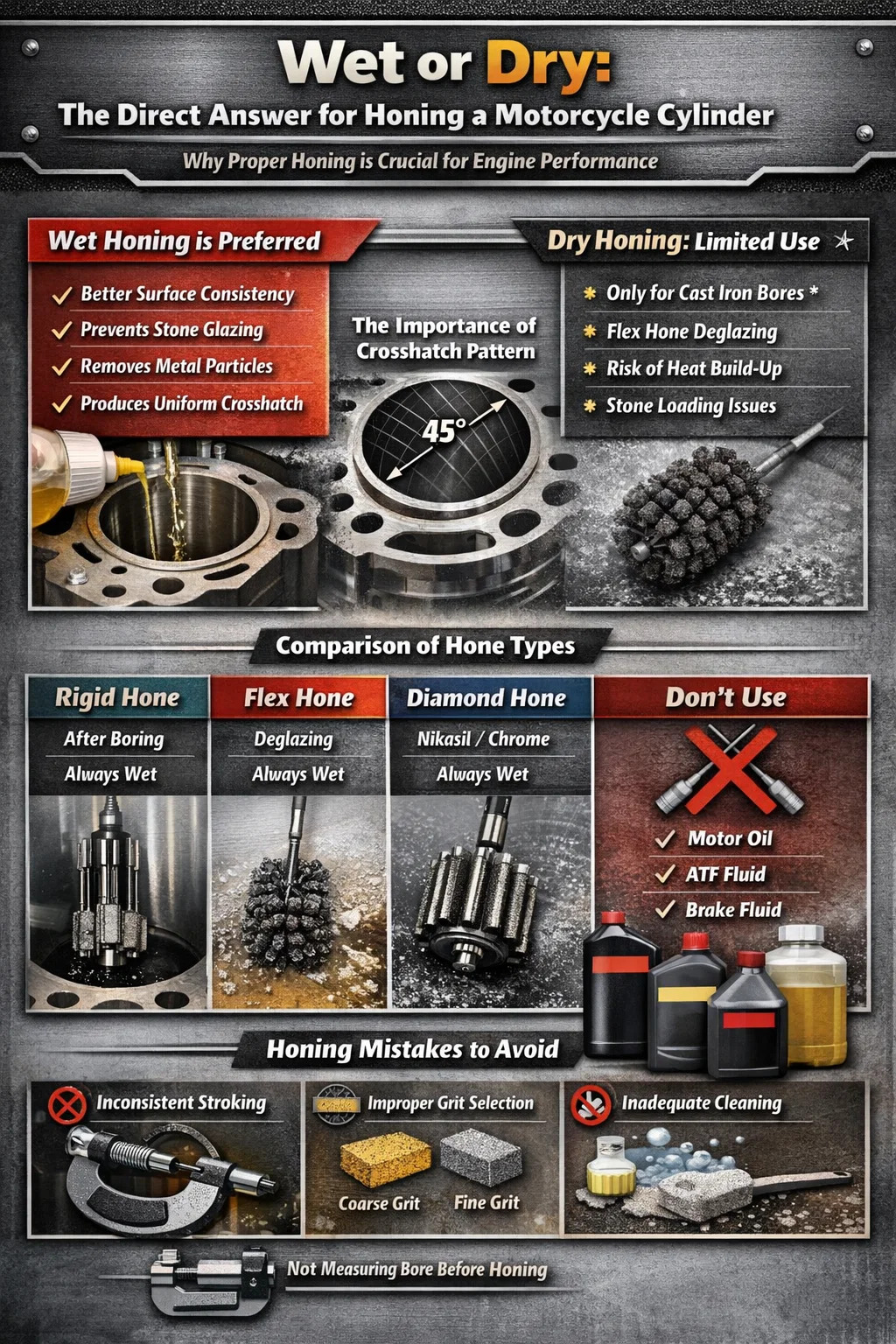
Prilikom brušenja a cilindar motocikla , mokro honanje je preporučena metoda u većini situacija . Korištenje ulja za honanje ili laganog maziva na bazi petroleja tijekom procesa uklanja metalne čestice, održava brušenje čistim, sprječava glazuru na abrazivnom kamenju i stvara konzistentniji šablon na stjenci otvora. Suho honanje koristi se samo u vrlo specifičnim scenarijima — obično s određenim fleksibilnim brusnim četkama na provrtima od lijevanog željeza — pa čak i tada iskusni strojari često preferiraju barem laganu maglicu maziva.
Ovaj odgovor je bitan jer pogrešno izravno utječe na to koliko dobro sjedi vaš klipni prsten. Loše brušenje cilindra motocikla dovodi do potrošnje ulja, slabe kompresije, preranog trošenja prstena i motora koji nikad ne radi onako kako bi trebao. Bilo da prepravljate jednocilindrični trail bicikl od 250 ccm ili V-twin velikog provrta, o detaljnom razumijevanju procesa brušenja nema pregovaranja.
Što honanje zapravo čini cilindru motocikla
Honanje je abrazivni postupak strojne obrade koji pročišćava unutarnju površinu provrta cilindra. Služi u dvije primarne svrhe: ispravljanje manjih geometrijskih nesavršenosti nastalih bušenjem i stvaranje specifične površinske teksture — uzorka poprečne šrafure — koja zadržava motorno ulje i omogućuje klipnim prstenovima da pravilno nasjednu na stijenku otvora.
Kada se cilindar motocikla izbuši da prihvati prevelike klipove, ili kada se rabljeni cilindar popravlja, površina provrta ostaje s relativno grubom završnom obradom od šipke za bušenje. Honanjem se ta površina pročišćava do precizne prosječne hrapavosti (Ra), koja se obično mjeri u mikroinčima ili mikrometrima. Većina proizvođača cilindara za motocikle navodi Ra vrijednost gotovog provrta između 15 i 30 mikroinča (otprilike 0,38 do 0,76 mikrometara) za konvencionalne provrte od lijevanog željeza ili kromom, iako Nikasil i keramičke kompozitne obloge imaju strože specifikacije.
Kut šrafure jednako je važan. Križna šrafura od 45 stupnjeva — što znači da se oznake brušenja sijeku pod otprilike 45 stupnjeva sa svake strane — industrijski je standard za većinu četverotaktnih motora motocikala. Ovaj kut stvara mikro-kanale koji ravnomjerno raspoređuju ulje po provrtu dok prstenovi klize gore-dolje, brtveći plinove izgaranja i istovremeno sprječavajući prekomjerno ulje da uđe u komoru za izgaranje.
Pojmovi površinske teksture koje trebate znati
- Ra (prosjek hrapavosti): Prosječno odstupanje površine od savršeno ravne linije, mjereno u mikroinčima ili mikrometrima. Ovo je najčešće citirana specifikacija.
- Rz (srednja dubina hrapavosti): Prosjek pet najviših vrhova i pet najdubljih dolina na izmjerenoj dužini. Relevantnije za ponašanje u ringu.
- Rk (dubina hrapavosti jezgre): Koristi se u specifikacijama plato honanja — ova vrijednost utječe na zadržavanje ulja bez povećanja trošenja prstena.
- Kut šrafure: Kut pod kojim brusno kamenje ostavlja tragove na stijenci otvora. Preplitko usporava postavljanje prstena; previše strma uzrokuje pretjeranu potrošnju ulja.
Zašto je mokro honanje bolje od suhog honanja cilindara motocikla
Kemija i fizika iza mokrog honanja objašnjavaju zašto podmazivanje čini tako značajnu razliku. Kada abrazivno kamenje reže metal bez podmazivanja, nekoliko se problema brzo povećava.
Nakupljanje topline uništava konzistenciju površine
Suho honanje stvara toplinu trenjem. Čak i pri umjerenim brzinama bušenja - obično 300 do 500 okretaja u minuti za provrt cilindra motocikla - suho honanje može povisiti površinsku temperaturu provrta dovoljno da uzrokuje nedosljednu abraziju. Metal se širi dok se zagrijava, što znači da promjer provrta koji mjerite između hodova nije isti promjer na koji se provrt vraća na sobnoj temperaturi. To je posebno problematično u aluminijskim cilindrima, koji imaju veći koeficijent toplinskog širenja (približno 23 × 10⁻⁶/°C) u usporedbi s lijevanim željezom (približno 11 × 10⁻⁶/°C). Porast temperature od 50°F (28°C) u aluminijskom otvoru može uzrokovati promjene dimenzija od 0,001 do 0,002 inča — dovoljno da uništi uske specifikacije razmaka klipa od zida.
Opterećenje metalnim česticama začepljuje brušenje
Kako brušenje brusi provrt cilindra, oslobađaju se sitne metalne čestice. Bez podmazivanja koje bi odnijelo te čestice, one se ugrađuju u abrazivno kamenje - proces koji se naziva opterećenje. Opterećeni brus više ne reže čisto; umjesto toga, izglađuje površinu, razmazujući metal po provrtu umjesto da ga reže. Ovo proizvodi površinu koja izgleda glatko, ali ima loše karakteristike zadržavanja ulja. Kada klipni prstenovi dođu u dodir s bruniranim provrtom, ne mogu se pravilno probiti jer nema mikro-dolina za zadržavanje ulja tijekom početnog razdoblja uhodavanja s visokim trenjem.
Mokro brušenje proizvodi ujednačeniji križni oblik
Ulje za honanje služi i kao rashladno sredstvo i kao tekućina za rezanje. Smanjuje trenje između kamenja i provrta, dopuštajući abrazivu dosljedno rezanje tijekom cijelog hoda. Rezultat je ujednačeniji kut šrafure i dosljednija Ra vrijednost od vrha do dna provrta. Studije koje uspoređuju rezultate mokrog i suhog honanja dosljedno pokazuju da mokro brušeni provrti postižu uže Ra tolerancije, s varijacijom od ±2 do ±3 mikroinča u usporedbi s ±6 do ±10 mikroinča za suho honane provrte pod istim uvjetima.
Kada je suho honanje prihvatljivo
Postoje uske situacije u kojima se koristi ili tolerira suho honanje. Flex-hone (kuglasti brus ili brus s "četkom za boce") koji se koristi na provrtu od lijevanog željeza za brzu operaciju uklanjanja stakla - ne za značajno uklanjanje materijala - ponekad se može koristiti suho ili s minimalnim podmazivanjem. Mekša priroda lijevanog željeza i fleksibilan, samocentrirajući dizajn četke za brušenje čine ga donekle lakšim. međutim, čak i u ovom scenariju, većina profesionalnih proizvođača motora nanosi barem lagani sprej WD-40, kerozina ili namjenskog ulja za honanje prije pokretanja flex-honea jer su rezultati mjerljivo bolji s podmazivanjem nego bez njega.
Vrste bruseva koji se koriste na cilindrima motocikla
Nisu svi alati za brušenje isti, a vrsta brušenja koju koristite mijenja i vašu tehniku i zahtjeve za podmazivanjem. Cilindri za motocikle dolaze u širokom rasponu promjera provrta — od oko 38 mm na malim dvotaktnim motorima do preko 100 mm na V-blizancima velikog obujma — a alat za honanje mora odgovarati veličini provrta i poslu koji se obavlja.
Kruto kamenje za brušenje (brusilo s oprugom)
Ovo je tip koji se najčešće koristi u radionicama za motore automobila i motocikala. Čvrsti hone sastoji se od dva ili tri abrazivna kamena postavljena na krakove s oprugom koji pritišću stijenku otvora pod kontroliranim pritiskom. Kamenje je dostupno u različitim granulacijama — obično u rasponu od 80 do 400 granulacija. Grublja granulacija (80–120) koristi se prilikom skidanja materijala nakon bušenja, dok se finija granulacija (220–400) koristi za završnu obradu i izradu konačnog uzorka šrafura.
Čvrsti brusilice zahtijevaju krutu bušilicu ili stroj za brušenje koji održava dosljedan broj okretaja u minuti i brzinu hoda. Za cilindre motocikla, većina tehničara koristi električnu bušilicu na oko 300-450 okretaja u minuti u kombinaciji s brzinom hoda koja proizvodi šrafure od 45 stupnjeva. Formula je jednostavna: brzina pomicanja (inči u minuti) = RPM × opseg otvora × ten (kut rascjepa/2) . Za provrt od 90 mm pri 400 okretaja u minuti koji cilja na poprečnu šrafuru od 45 stupnjeva, to iznosi otprilike 45–55 udaraca u minuti.
Flex-Hone (kuglasto brušenje ili četkasto brušenje)
Flex-hone je fleksibilna osovina s abrazivnim kuglicama pričvršćenim u intervalima. Samocentrira se i prirodno prati provrt, što ga čini pogodnim za DIY mehaničare koji nemaju kruto učvršćenje za honanje. Flex-hones izvrsni su u deglaziranju — uklanjanju ostakljene, očvrsnute površine s iskorištenog provrta cilindra — i učinkoviti su za proizvodnju plato-brušene završne obrade na provrtima koji su dimenzijski već unutar specifikacije.
Dostupni granulati za flex-hone kreću se od 60 do 800. Za većinu poslova uklanjanja stakla s cilindara motocikla prikladan je flex-hone granulacije 240 ili 320. Flex-hone treba uvijek koristiti mokre — proizvođač Brush Research Manufacturing (proizvođači marke Flex-Hone) u svojoj dokumentaciji proizvoda izričito navodi da se tijekom uporabe uvijek treba nanositi ulje za honanje ili WD-40.
Dijamantno brušenje
Dijamantni alati za brušenje koriste industrijski dijamantni abraziv umjesto konvencionalnih kamenčića od aluminijeva oksida ili silicij karbida. Prvenstveno se koriste na tvrdim premazima kao što je Nikasil (nikal-silicijev karbid), keramičkim kompozitima i kromiranim provrtima koji bi brzo uništili konvencionalno abrazivno kamenje. Dijamantna brusa gotovo se isključivo koriste mokra, a odabir maziva je ovdje važniji — ulja na bazi nafte mogu loše reagirati s nekim vezivima za dijamantno brušenje, pa se često preferiraju tekućine za rezanje topive u vodi.
Usporedba vrsta hona za cilindre motocikla
| Vrsta brušenja | Najbolji slučaj upotrebe | Potrebno podmazivanje | Razina vještine | Uklanjanje materijala |
|---|---|---|---|---|
| Kruti (s oprugom) | Nakon bušenja, potpuno obnavljanje površine | Uvijek mokar | Srednji–Napredni | Umjereno do visoko |
| Flex-Hone (kuglasto brušenje) | Deglaziranje, završna obrada platoa | Uvijek mokar | Početni – srednji | Niska |
| Dijamantno brušenje | Nikasil, krom, tvrdi premazi | Uvijek mokar (water-soluble preferred) | Napredno | Niska to Moderate |
| Plateau Hone (CBN) | Završne izvedbe, trkaći motori | Uvijek mokar | Napredno | Vrlo nisko (samo završna obrada) |
Odabir pravog maziva za honanje za rad na cilindrima motocikla
Nije svako mazivo jednako dobro za brušenje. Pogrešno ulje može onečistiti provrt, brže razgraditi abrazivno kamenje ili ometati rad rezanja. Evo praktične analize onoga što djeluje, a što izbjegavati.
Namjensko ulje za honanje
Proizvodi kao što su Sunnen Honing Oil, Goodson Honing Oil i slični namjenski formulirani proizvodi zlatni su standard. Ova su ulja posebno konstruirana za pružanje odgovarajućeg viskoziteta, svojstava tekućine za rezanje i mazivosti za abrazivnu strojnu obradu. Oni ispiru metalne čestice iz zone rezanja, smanjuju opterećenje kamenjem i ne ostavljaju onečišćenja koja ometaju sljedeće korake sastavljanja motora. Ako obavljate ozbiljne radove na cilindrima motocikla — bilo na dvotaktnom motoru od 125 cc ili 1200 cc — ulje za honanje pravi je izbor.
Kerozin ili mineralna alkoholna pića
Kerozin (parafinsko ulje) je najčešće korištena zamjena za namjensko ulje za honanje i djeluje relativno dobro. Njegova niska viskoznost omogućuje mu da prodre u zonu rezanja i učinkovito odnese metalne čestice. Mnogi profesionalni strojari desetljećima su koristili kerozin s dosljedno dobrim rezultatima. Mineralna alkoholna pića djeluju slično. Nijedno nije tako učinkovito kao namjensko ulje za honanje, ali za DIY mehaničara koji honi jedan cilindar motocikla svakih nekoliko godina, razlika u kvaliteti konačnog provrta je marginalna.
WD-40
WD-40 se naširoko koristi kao mazivo za honanje za primjene savitljivog brušenja (kuglasto brušenje). Lagan je, dobro prodire i lako je dostupan. To je prihvatljiva opcija za poslove uklanjanja stakla. Međutim, WD-40 nije tekućina za rezanje — prvenstveno je mazivo koje istiskuje vodu i lagani inhibitor korozije. Za uklanjanje težeg materijala s krutim brusima, ne osigurava dovoljno podmazivanja za sprječavanje opterećenja kamenjem, a njegov lagani film možda neće dovoljno ohladiti zonu rezanja.
Što ne koristiti
- Motorno ulje: Previše je viskozan i ostavlja ostatke koji onečišćuju površinu provrta, potencijalno ometajući postavljanje prstena.
- Tekućina za prijenos (ATF): Sadrži modifikatore trenja i aditive koji mogu začepiti kamenčiće za brušenje i ostaviti nečistoće na površini.
- Tekućina za kočnice: Higroskopan i kemijski agresivan — oštetit će gumene komponente u blizini i može napasti aluminij ako se potpuno ne ukloni.
- Sama voda: Uzrokuje brzo hrđanje na provrtima od lijevanog željeza gotovo odmah nakon honanja, uništavajući svježe pripremljenu površinu.
- Rezno ulje (tamno sumporirano): Spojevi sumpora u tamnim reznim uljima mogu reagirati s bakrenim legurama koje se koriste u nekim ležajevima motora i ostaviti mrlje na aluminijskim provrtima.
Kako brusiti cilindar motocikla: postupak korak po korak
Ispravno brušenje cilindra motocikla zahtijeva obraćanje pažnje na detalje, prave alate i strpljenje. Ovaj proces pretpostavlja da izvodite posao uklanjanja stakla ili laganog obnavljanja površine na provrtu cilindra od aluminija ili lijevanog željeza koji je unutar dimenzionalnih specifikacija - a ne potpuno ponovno bušenje, za koje je potrebna oprema za strojarnicu.
Potrebni alati i materijali
- Flex-hone (kuglasti hone) u ispravnom promjeru — obično 1-2 mm veći od promjera provrta za odgovarajuću napetost opruge
- Električna bušilica promjenjive brzine koja može održavati 300–500 okretaja u minuti
- Ulje za honanje, kerozin ili WD-40
- Čiste krpe koje ne ostavljaju dlačice
- Vruća voda sa sapunom i četka za bušenje za naknadno čišćenje
- Provrtni mikrometar ili mjerač provrta
- Povećalo ili bušotina (neobavezno, ali preporučljivo)
- Čisto ulje za montažu (za zaštitu otvora nakon honanja)
Korak 1: Izmjerite provrt prije honanja
Prije nego što brusnim elementom dodirnete cilindar, izmjerite promjer provrta na više mjesta — najmanje tri dubine (blizu gornje, srednje i donje zone hoda prstena) i na dvije okomite osi na svakoj dubini. Ovo identificira svako stanje suženja ili van okruglog oblika. Ako je provrt više od 0,002 inča (0,05 mm) izvan okruglog ili suženog oblika, uklanjanje glazure s flex-hone nije dovoljno — cilindar treba prvo probušiti.
Korak 2: Osigurajte cilindar
Čvrsto montirajte cilindar u škripac pomoću mekih čeljusti ili ga pričvrstite na radnu površinu. Cilindar se ne smije pomicati tijekom honanja — svako ljuljanje ili pomicanje mijenja putanju brusa i proizvodi nejednaku geometriju provrta. Za male motore s jednim cilindrom za motocikle, cijeli vrč cilindra obično se može postaviti izravno u podstavljenu škripac. Za veće motore s više cilindara, pojedinačni cilindri će možda trebati montirati na pričvrsnu ploču.
Korak 3: Obilno nanesite ulje za brušenje
Nanesite obilan sloj ulja za honanje i na flex-hone i na stijenku provrta. Nemojte biti škrti — želite da je provrt dovoljno mokar da možete vidjeti kako se ulje sjaji na površini. Držite dodatno ulje u blizini kako biste mogli nanijeti više tijekom procesa honanja. Pokretanje suhog brusa čak i nekoliko poteza može opteretiti abrazivne kuglice i trajno smanjiti učinkovitost brušenja.
Korak 4: Postavite brzinu svrdla i počnite s hodom
Umetnite flex-hone u provrt i postavite bušilicu na otprilike 300–450 okretaja u minuti. Počnite pomicati brusilo gore-dolje kroz provrt brzinom koja će proizvesti vidljive crte. Često citirana smjernica je korištenje stope hodanja koja uzrokuje da brus prođe cijelom dužinom provrta (plus otprilike 1/4 duljine brusa pored svakog kraja) u jednom glatkom pokretu svakih 1 do 1,5 sekundi.
Za tipičan motociklistički cilindar promjera 100 mm sa zonom hoda prstena od 90 mm, 30-60 sekundi aktivnog honanja obično je dovoljno za deglaziranje površine i stvaranje svježe šrafure. Nemojte pretjerano brusiti — prekomjerno brušenje uklanja previše materijala i otvara zazore izvan specifikacije.
Korak 5: Zaustavite, povucite i pregledajte
Nakon 30 sekundi honanja, zaustavite svrdlo dok je hone još u provrtu (nikada ne uklanjajte hone koji se okreće - kuglice se mogu uhvatiti za rub bušotine i oštetiti ga), zatim izvucite zaustavljeni hone. Obrišite provrt krpom koja ne ostavlja dlačice i pregledajte površinu pod dobrim osvjetljenjem. Trebali biste vidjeti ujednačenu šrafuru koja pokriva cijelu duljinu otvora bez preostalih sjajnih ostakljenih područja. Ako ostanu glatke mrlje, nanesite svježe ulje i nastavite s brušenjem.
Korak 6: Temeljito očistite provrt
U ovom koraku mnogi proizvođači motora koji rade sami rade svoju najskuplju pogrešku. Honanje ostavlja abrazivne čestice i metalne ostatke u mikroudubinama površine provrta. Ako se ove nečistoće ne uklone u potpunosti, djeluju poput ugrađene brusne smjese na klipne prstenove i stijenku provrta tijekom prvih sati rada motora , uzrokujući ubrzano trošenje koje trajno oštećuje provrt i prstenove.
Ispravna metoda čišćenja je vruća voda sa sapunicom s provrtnom četkom, a ne otapalo. Otapala poput sredstva za čišćenje kočnica ili mineralnog alkohola dobra su u otapanju ulja, ali fizički ne uklanjaju abrazivne čestice iz mikroudolina na površini otvora. Vruća voda s deterdžentom za suđe (klasična preporuka proizvođača motora Johna Erba, a kasnije popularizirana od strane proizvođača motora Johna Calliesa) stvara akciju ribanja koja fizički podiže i odnosi abrazivne čestice. Snažno oribajte provrt, temeljito isperite čistom vrućom vodom, zatim odmah osušite i nanesite sloj čistog ulja za montažu kako biste spriječili brzo hrđanje (osobito važno za lijevano željezo).
Korak 7: Završno mjerenje
Nakon čišćenja i prije sklapanja, ponovno izmjerite provrt kako biste provjerili je li još uvijek unutar specifikacije. Lagana deglazura s flex-hone tipično uklanja manje od 0,0005 inča (0,013 mm) materijala — zanemarivo u smislu promjene dimenzija. Ako vaša mjerenja pokažu veće uklanjanje od očekivanog, ponovno provjerite svoju tehniku i izbrusite odabir granulacije.
Materijali cilindara motocikla i kako oni utječu na pristup honanju
Materijal košuljice cilindra iz temelja mijenja način na koji pristupate honanju. Različiti materijali zahtijevaju različite abrazive, različitu granulaciju, različita maziva i različite završne obrade ciljne površine.
Obloge od lijevanog željeza
Tradicionalne košuljice cilindara od lijevanog željeza — koje se nalaze u mnogim starijim japanskim četverotaktnim motorima, britanskim motociklima i američkim V-blizancima — najviše se opraštaju za brušenje. Lijevano željezo sadrži slobodni grafit u svojoj mikrostrukturi, koji djeluje kao ugrađeno mazivo. Dobro se brusi s kamenčićima od aluminijeva oksida i spremno reagira na flex-hone. Ciljane Ra vrijednosti za provrte motocikla od lijevanog željeza obično su 20-35 mikroinča s konvencionalnim prstenovima, ili 15-25 mikroinča za prstenove s molefatnom površinom. Lijevano željezo brzo hrđa — nanesite ulje na otvor unutar nekoliko minuta nakon završetka čišćenja.
Aluminijski cilindri (bez košuljice)
Neki cilindri za motocikle - osobito u malim dvotaktnim motorima i nekim modernim četverotaktnim motorima - su čisti aluminijski provrti bez posebne košuljice. Oni zahtijevaju brušenje od silicij-karbida ili aluminijevog oksida i posebnu pozornost na nakupljanje topline. Mekši aluminijski materijal uklanja se brže od željeza, a labavija kristalna struktura znači da možete nenamjerno brzo otvoriti zazore ako koristite preagresivno brušenje ili predugo brusite. Mokro honanje je ovdje još kritičnije — razlika u toplinskom širenju između aluminija i čeličnog tijela brusa znači da suho honanje stvara veću dimenzionalnu varijabilnost u aluminiju nego u željezu.
Nikasil i keramički kompozitni otvori
Nikasil (nikl-silicijev karbid) je galvaniziran tvrdi premaz koji se koristi u provrtima mnogih visokoučinkovitih i modernih motora za motocikle — uključujući BMW Boxere, motore temeljene na Rotaxu i mnoge japanske sportske motocikle. Keramičke kompozitne prevlake poput SCEM (Suzuki Composite Electrochemical Material) i NSS (Kawasaki) djeluju slično. Ovi su premazi iznimno tvrdi — obično 800–1000 na Vickersovoj ljestvici tvrdoće — i ne mogu se brusiti konvencionalnim abrazivima od aluminijevog oksida ili silicij karbida . Samo dijamantni ili CBN (kubični bor nitrid) abrazivi mogu učinkovito rezati ove površine.
Honanje Nikasil provrta specijaliziran je posao. Ciljni Ra je čvršći od lijevanog željeza - obično 10-20 mikroinča - i dijamantno brušenje mora se koristiti mokro s tekućinom za rezanje topljivom u vodi. Što je još važnije, Nikasil provrti koji su oštećeni gorivom onečišćenim etanolom (etanol uzrokuje postupno otapanje Nikasila tijekom vremena) ne mogu se spasiti honanjem — cilindar se mora ponovno nadopuniti ili zamijeniti. Ovo je bio značajan problem na tržištima na kojima su mješavine etanola E10 ili više uobičajene, posebno pogađajući starije motocikle BMW R-serije iz sredine 1990-ih.
Kromirani otvori
Tvrda kromirana prevlaka obično se koristila u cilindrima dvotaktnih motocikala — i još uvijek se koristi u nekim dvotaktnim primjenama visokih performansi i trkaćih — jer su tvrdoća kroma i nizak koeficijent trenja idealni za okruženje provrta dvotaktnog motora izloženog otvoru. Kromirani provrti zahtijevaju dijamantne abrazive za brušenje, a specifikacije za završnu obradu površine su stroge. Poput Nikasila, kromiranje se obično šalje stručnjaku.
Razlike u honanju cilindara dvotaktnog u odnosu na četverotaktni motocikl
Temeljne razlike između dizajna dvotaktnog i četverotaktnog motora stvaraju različite zahtjeve za honanjem koji često zbunjuju mehaničare koji rade na oba tipa.
Dvotaktni cilindri
U dvotaktnom motoru motocikla, otvori klipa otvaraju i zatvaraju usisne i ispušne prolaze pomicanjem pokraj njih u provrtu. To znači da je površina provrta prekinuta otvorima otvora — brus mora prijeći te otvore pri svakom hodu. Rubovi ovih otvora mogu zahvatiti kamenje brusa i uzrokovati neravnomjerno rezanje ili oštetiti brus.
Dvotaktni cilindri obično koriste provrte od kroma ili Nikasila, a ne od lijevanog željeza, jer bi otvori stvarali naprezanje u mekšem materijalu košuljice. Honanje dvotaktnih cilindara s otvorima za otvore zahtijeva kratke, kontrolirane hodove i pažljivu pozornost na ulazne i izlazne točke brušenja. Mnogi tehničari koriste alat za skošenje kako bi lagano skinuli rubove otvora prije honanja kako bi smanjili rizik od hvatanja kamenčića za brušenje.
Konfiguracija klipnog prstena također se razlikuje: dvotaktni klipovi obično koriste jedan, debeli prsten (ponekad dva) s klinom za lociranje kako bi se spriječilo okretanje prstena i hvatanje u otvoru. Sučelje prstena i provrta u dvotaktnom motoru razlikuje se od četverotaktnog, a potrebni kut poprečne šrafure može se razlikovati — neki stručnjaci za dvotaktne motore preferiraju plići kut poprečne šrafure od 30-35 stupnjeva umjesto standardnih 45 stupnjeva za četverotaktne motore.
Četverotaktni cilindri
Četverotaktni motociklistički cilindri su konvencionalniji - neprekinuta površina provrta od vrha do dna, s ventilima kojima upravlja glava, a ne otvori u provrtu. To čini četverotaktne cilindre jednostavnijim za brušenje, a konvencionalni kruti hone i fleksibilni honeovi mogu se slobodno koristiti bez brige o rubovima otvora.
Konfiguracija prstena u četverotaktnom motoru — obično gornji kompresijski prsten, drugi kompresijski prsten i prsten za kontrolu ulja — zahtijeva da površina provrta podupire zadržavanje ulja za uljni prsten dok istovremeno održava čvrsto brtvljenje kompresijskih prstenova. Poprečni okvir od 45 stupnjeva optimiziran je za ovu konfiguraciju s više prstenova. Ekspanderska opruga uljnog prstena drži dvostruke tračnice na provrtu značajnom silom, a poprečna šrafura pruža dovoljno teksture za zadržavanje ulja bez toliko hrapavosti da se tračnice uljnog prstena ne mogu pravilno prilagoditi.
Uobičajene pogreške pri honanju koje uništavaju provrte cilindara motocikla
Čak i iskusni mehaničari rade pogreške koje se mogu izbjeći kada bruse cilindre motocikla. Ovo su greške koje se najčešće pojavljuju kao problemi s nasjedanjem prstena, potrošnja ulja ili prerano trošenje nakon ponovne izrade.
Korištenje pogrešne odlučnosti
Brušenje grubog zrna (80 ili 120 zrna) koje se koristi kao završna obrada ostavlja provrt koji je pregrub. Proces postavljanja prstena trajat će mnogo dulje, au nekim slučajevima vrhovi hrapave površine zapravo se savijaju i stvaraju ugrađene abrazivne čestice u stijenku otvora. Suprotno tome, fino brušenje koje se koristi na provrtu kojem je potrebno agresivnije rezanje samo gubi vrijeme i brzo se puni. Uskladite zrnatost s poslom: gruba za uklanjanje materijala nakon bušenja, fina (240–320) za završno uklanjanje glazure i šrafura na provrtu koji je već u specifikaciji.
Nedosljedna brzina glađenja
Promjena brzine hoda tijekom prolaza honanja mijenja kut poprečne šrafure. Ako idete brže na vrhu, a sporije na dnu, proizvest ćete bušotinu s nedosljednim kutovima šrafure od vrha do dna — čvršće na vrhu gdje ste usporili, pliće na dnu gdje ste ubrzali. Ovo proizvodi nedosljednu distribuciju uljnog filma i neravnomjerno sjedište prstena. Vježbajte dosljedan ritam udaranja prije nanošenja brusnog sredstva na otvor.
Ne proširivanje brušenja preko krajeva provrta
Ako se hone nikada ne proteže preko gornjeg i donjeg ruba provrta tijekom hoda, ta područja primaju manje abrazivnog djelovanja nego sredina provrta. Rezultat je provrt koji je čvršći na vrhu i dnu (gdje se događa preokret prstena) nego u sredini — upravo suprotno od onoga što želite. Pustite da se brusilo produži otprilike jednu četvrtinu svoje duljine iza svakog kraja provrta pri svakom hodu.
Neadekvatno čišćenje nakon brušenja
Kao što je objašnjeno u gornjem koraku čišćenja, korištenje otapala umjesto vruće sapunaste vode ostavlja abrazivne čestice u provrtu. Posljedice su teške. U jednoj dobro dokumentiranoj studiji slučaja izgradnje motora, motor obnovljen s provrtima očišćenim otapalom (ali ne istruganim vodom) pokazao je mjere istrošenosti klipnog prstena od 0,003 inča nakon 500 milja - količina za koju bi normalno trebalo prijeći 50 000 milja u propisno očišćenom provrtu. Ugrađeni pijesak djeluje kao smjesa za lepljenje, a do trenutka kada istrošenost prstena postane vidljiva, sam provrt je često oštećen preko sljedeće granice prevelike veličine.
Brušenje već prevelikog otvora
Mehaničari ponekad pokušavaju izbrusiti provrt koji je već na maksimalnoj granici prevelike veličine, nadajući se da će očistiti neke zareze ili tragove istrošenosti. Ako brušenje dovede provrt iznad maksimalne prevelike specifikacije, ne postoji preveliki klip koji bi ga mogao ispravno uklopiti. Uvijek izmjerite prije brušenja i potvrdite da je preostalo dovoljno materijala za sljedeći korak veće veličine prije uklanjanja metala.
Korištenje Flex-Honea kada je potrebno bušenje
Flex-hone ne može ispraviti neokrugle ili sužene provrte — prilagođava se postojećem obliku provrta i ravnomjerno brusi sve površine, tako da ako je provrt ovalni, ostaje ovalni. Uvjeti izvan okruglog oblika veći od 0,002 inča (0,05 mm) ili suženja većeg od 0,002 inča zahtijevaju bušenje, a ne brušenje. Korištenje flex-honea na provrtu koji treba izbušiti daje vam provrt sa svježim tragovima križanja, ali još uvijek lošom geometrijom — i prstenovima koji nikada ne mogu pravilno brtviti.
Zazor od klipa do zida i zašto je preciznost brušenja važna
Honanje je u konačnici u funkciji postizanja ispravnog razmaka klipa od zida. Ovo je razmak između ruba klipa i stijenke provrta, mjeren na potisnoj plohi klipa (okomito na os igle zapešća) na dnu ruba.
Specifikacije tipičnih razmaka od klipa do zida za motore motocikala značajno se razlikuju ovisno o primjeni:
| Vrsta motora | Tipični raspon klirensa | Bilješke |
|---|---|---|
| Ulični četverotaktni, provrt od lijevanog željeza | 0,001–0,002 in (0,025–0,05 mm) | Standardni raspon OEM specifikacija |
| Ulični četverotaktni, aluminijski provrt | 0,002–0,003 in (0,05–0,076 mm) | Veća toplinska ekspanzija zahtijeva veći razmak |
| Performanse/race četverotaktni | 0,003–0,005 in (0,076–0,127 mm) | Više radne temperature, kovani klipovi se više šire |
| Dvotaktni, kromirani provrt | 0,002–0,004 in (0,05–0,10 mm) | Široko varira ovisno o istisnini |
Zazor koji je pretijesan uzrokuje habanje klipa kada motor postigne radnu temperaturu i klip se širi kako bi zatvorio preostali razmak. Zazor koji je prevelik dopušta kamenje klipa, povećava propuh prstena, proizvodi mehaničku buku ("udaranje klipa") i često dovodi do brzog trošenja provrta i klipa. Proces honanja mora se kontrolirati dovoljno precizno da konačni promjer provrta bude unutar 0,0005 inča (0,013 mm) ciljne dimenzije — tolerancija koja zahtijeva pažljivo mjerenje i suzdržano uklanjanje materijala.
Kada brusiti ili kada poslati cilindar motocikla u radionicu
Ne zahtijeva svaka situacija s cilindrom isti odgovor. Razumijevanje ograničenja onoga što možete učiniti kod kuće u odnosu na ono što zahtijeva profesionalnu strojnu obradu sprječava skupe pogreške.
DIY brušenje je prikladno kada:
- Provrt je unutar specifikacija dimenzija (unutar 0,002 inča od okruglog i ravnog)
- Provrt je ostakljen zbog produljene uporabe i prstenovi više ne sjedaju pravilno
- Ugrađuju se novi klipni prstenovi bez bušenja, a na provrtu je potreban svježi poprečni otvor za probijanje prstena
- Laganu površinsku hrđu ili manju korozivnu udubinu potrebno je očistiti (iako duboka udubina zahtijeva bušenje)
- Materijal provrta je lijevano željezo ili standardni aluminij - ne Nikasil ili krom
Profesionalni rad u strojarnici potreban je kada:
- Provrt je više od 0,002 inča izvan kruga ili je sužen - potrebno je provrtanje
- Cilindar ima duboke brazde od zaglavljivanja klipa — potrebno je bušenje ili zamjena
- Materijal za provrt je Nikasil, keramički kompozit ili krom — potreban je specijalizirani dijamantni alat
- Razmak od klipa do zida mora biti precizno postavljen za prihvaćanje prevelikih klipova
- Dvotaktni cilindar s oštećenjem otvora koji se proteže u površinu provrta
- Svaka situacija u kojoj je potrebna dimenzijska preciznost bolja od ±0,001 inča
Cijene u strojarnici za bušenje i brušenje cilindara motocikla obično se kreću od 40 do 120 USD po cilindru, ovisno o promjeru provrta, materijalu i regiji. Za cilindar motocikla kojem je potrebna istinska geometrijska korekcija, ovo je dobro potrošen novac — pokušaj popravljanja iskrivljenog ili prevelikog otvora s flex-honeom od 20 USD iz trgovine autodijelova rezultirat će samo cilindrom koji još treba strojarnicu, plus uzaludan flex-hone.
Probijanje prstena nakon honanja cilindra motocikla
Ispravno brušen cilindar motocikla samo je početak. Proces probijanja prstena — prvih nekoliko sati rada nakon sastavljanja — određuje koliko dobro prstenovi odgovaraju provrtu i koliko će dugo motor održavati dobru kompresiju i nisku potrošnju ulja.
Tijekom probijanja, visoke točke (vrhovi) uzorka poprečnih šrafura postupno se troše pod pritiskom prstena, stvarajući površinu platoa gdje se prstenovi kreću po ravnim vrhovima s dolinama koje zadržavaju ulje između njih. Ovaj efekt platoa brušenja događa se prirodno tijekom uhodavanja, ali zahtijeva da je početna završna obrada površine ispravna — ako je Ra pregrub, uhodavanje traje predugo i habanje prstena je prekomjerno; ako je previše glatko, prstenovi ne mogu stvoriti dovoljno trenja da bi se ispravno prilagodili.
Protokol za uhodavanje motora motocikla
- Pokrenite motor i pustite ga da dostigne radnu temperaturu — obično 5 do 10 minuta pri promjeni gasa, izbjegavajući dugotrajni ler.
- Ugasite motor i ostavite ga da se potpuno ohladi na sobnu temperaturu. Ovaj toplinski ciklus pomaže u postavljanju prstenova dopuštajući provrtu i klipu da se šire i skupljaju, prilagođavajući površine jedna drugoj.
- Ponovite postupak zagrijavanja dva do tri puta prije prve vožnje.
- Tijekom prvih 500 milja, neprestano mijenjajte gas i izbjegavajte dugotrajne visoke okretaje u minuti — to sprječava ostakljenje prstenova u djelomično sjedećem položaju.
- Promijenite motorno ulje nakon 500 milja kako biste uklonili metalne čestice nastale procesom postavljanja prstena.
- Izbjegavajte lagano povlačenje gasa i izbjegavajte dugotrajne visoke okretaje dok se ne završi prva izmjena ulja. Obje krajnosti sprječavaju pravilno postavljanje prstena.
Dobro nabrušen cilindar motocikla s pravilno razbijenim prstenovima pokazat će stabilna očitanja kompresije za 500–1000 milja i trebala bi održavati ta očitanja tijekom životnog vijeka motora. Ako očitanja kompresije i dalje rastu ili značajno variraju nakon 1000 milja, to je znak da postupak brušenja ili uhodavanja nije bio idealan.
 Cilindar motocikla od aluminijske legure za dijelove motora Yamaha")

 cilindar motocikla Yamaha od aluminijske legure otporan na habanje")
 izdržljiv Yamaha cilindar motora")
 Yamahin aluminijski cilindar motora visokih performansi")
 Yamaha komponente motocikla od aluminijske legure")
 Cilindrični dijelovi motora motocikla Yamaha")
 Yamaha vodeno hlađeni aluminijski cilindar motora")
